
































西门子plc s7-300/400顺序功能图顺序控制
顺序功能图
1.顺序功能图控制设计
维电器电路图和简单的梯形图程序一般采用经验设计法来设计,这种设计方法具有很大的试探性和随意性,很难掌握。设计的质量和速度与设计者的经验有很大的关系。
所谓顺序控制,就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序地进行操作,顺序控制设计法是一种先进的很容易掌握的设计方法,对于有经验的工程师,也会提高设计的效率,程序的调试、修改和阅读也很方便。
顺序功能图(Sequent al Funct n Chat, SFC) 是描述控制系统的控制过程、功能和特性的一种图形, 也是西门子plc的编程语言标准IEC 61131-3位居首位的编程语言,西门子plc S7-300/400的S7 GRAPH就是一种顺序功能图语言。
现在还有相当多的西门子plc(包括S7-200和S 7-1200) 没有配备顺序功能图语言。可以用顺序功能图来描述系统的功能,根据它来设计梯形图程序。本章首先介绍顺序功能图的画法, 然后介绍用置位复位指令设计顺序控制程序的方法, 最后介绍用顺序功能图语言S7GRAPH设计顺序控制程序的方法。
2.步的基本概念
顺序控制设计法最基本的思想是将系统的一个工作周期划分为若干个顺序相连的阶段,这些阶段称为步(Step) , 并用编程元件(例如位存储器M) 来代表各步,步是根据输出量的状态变化来划分的, 在任何一步之内, 各输出量的ON/OFF状态不变, 但是相邻两步输
出量总的状态是不同的,步的这种划分方法使代表各步的编程元件的状态与各输出量的状态之间,有着极为简单的逻辑关系,顺序控制设计法用转换条件控制代表各步的编程元件,让它们的状态按规定的顺序变化, 然后用代表各步的编程元件去控制西门子plc的各输出位。
图中的两条运输带的控制要求与3.3节中的相同。起动时应先启动1号运输带,延时6s后自动起动2号运输带,按了停止按钮后,先停2号运输带,5s后再停1号运输带。图给出了输入输出信号的波形图和顺序功能图。控制1号运输带的Q4.0在步M0.1~M0.3中都应为1状态。
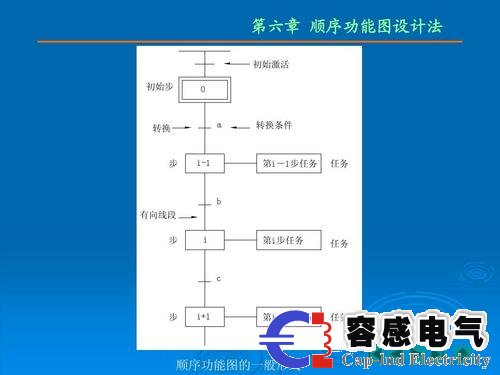
根据Q 4.0~Q 4.1的ON/OFF状态的变化, 显然可以将上述工作过程分为3步, 分别用M0.1~M0.3来代表这3步,另外还设置了一个等待起动的初始步M0.0。图的右边是描如M0.0等。
述该系统的顺序功能图,图中用矩形方框表示步,方框中是代表该步的编程元件的地址,例与系统的初始状态相对应的步称为初始步,初始状态一般是系统等待起动命令的相对静止的状态,初始步用双线方框表示,每一个顺序功能图至少应该有一个初始步,当系统正处于某一步所在的阶段时,称该步处于活动状态,该步为“活动步”。
总结:以上内容就是小编为大家介绍的西门子plc s7-300/400顺序功能图顺序控制,本公司是西门子plc代理商,如果您有这方面的任何需求,欢迎大家咨询容感电气,我们将给您真诚的服务。
免责声明:本文免费为大家学习、研究、欣赏,欢迎读者访问和交流,其版权归原著者拥有;本网站所有软件和资料均为网友推荐收集整理而来,禁止商用。本网站不保证本站提供的下载资源的准确性、安全性和完整性;同时本网站也不承担用户因使用这些下载资源对自己和他人造成任何形式的损失或伤害;如涉及版权,请联系删除!
此文关键字: 西门子plc,s7-300/400,s7-300,顺序功能图
声明:本文源自容感电气整合整理,如本站文章和转稿涉及版权等问题,请作者在及时联系本站,我们会尽快处理。
标题:西门子plc s7-300/400顺序功能图顺序控制 地址:http://www.ronggan.net/hangye/3923.html
标题:西门子plc s7-300/400顺序功能图顺序控制 地址:http://www.ronggan.net/hangye/3923.html











