
































欧姆龙计数器以及欧姆龙plc控制系统的功能在液体喷涂的实现
大气压力与生产和生活密切相关。无处不在。如果你离开它,你将无所事事,没有人可以活下去。真实的情况,我们如何利用欧姆龙计数器来为我们的生产和生活服务?欧姆龙plc控制系统的功能在液体喷涂的实现解决了这方面的问题。
1、应用现状
在开发新型设备时,一个问题是从小喷嘴以恒定速率喷射液体。以传统方式,将液体填充到填充有加压空气的密闭容器中,然后在连接喷嘴的管道之间安装用于控制的电磁阀,并且当需要喷雾时,可以打开用于控制的电磁阀。虽然这是一种实施方法,而且相对简单,但随之而来的问题是,当液体再次用完时,必须在重新填充时提前释放高压空气,这会影响连续性喷涂系统的操作。在需要安装液体后,压缩空气再次打开,然后才能投入使用。
有没有办法在不停止现有系统的情况下达到使用状态,当液体量不足时,只需直接添加液体?
2、工作原理
如图1中所示的液体控制系统的示意图所示,图中的液体以焊剂为例。焊剂的容器筒的高度类似于中间管的高度。在最初的情况下,每个电磁阀完全关闭。开始工作时,首先打开1#阀门和2#阀门。此时,在大气压力的作用下,临时试管中的液位上升到与容器筒中液位相同的水平,等待约1秒钟。此时,关闭1#阀门和2#阀门,打开3#电磁阀,3#电磁阀前端配备CDA(压缩空气),并有一个压力调节阀来控制喷雾压力。此时,因为1#和2#阀门关闭。当3#阀打开时,CDA的压力将进入并直接施加到焊剂的液体表面,即临时试管的上表面的表面。
如果保持现有状态,则不会施加通量。喷射不会减少。在我们能够正常工作之前,我们仍然希望随时控制液体,即即时喷涂和即时停止。怎么实现呢?打开4#,5#和6#电磁阀,同时保持临时试管内的压力。此时,助焊剂通过压力循环,通过过滤器,通过4#阀,然后到喷嘴部分,由于5#和6#两个电磁阀同时打开回收.
因此,助焊剂不会停留在喷嘴处,并通过5#和6#阀门直接返回到回收罐内部,在有限的时间内形成一个小的助焊剂循环。如果需要喷焊剂,关闭5#阀门,上部喷嘴会形成喷雾,关闭6#阀门,下部喷嘴会形成喷雾,如果要停止喷雾,只需打开5#或6 #electromagnetic阀门可以。
每次喷洒液体时,都需要补充一次,以确保喷雾的压力和均匀性。这样,重复循环,实现了小流量喷射循环控制系统,实现了相对实时的可控液体。
在实际使用中,回收桶的桶和助焊剂可以由一个共用,这样除了从喷嘴喷出的液体的损失外,剩余的液体可以完全重复使用,从而达到减少量的目的。
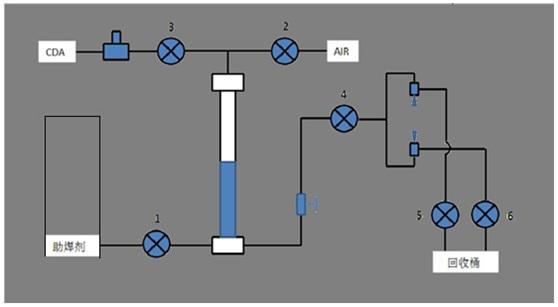
图1.液体控制系统示意图
3、系统特点及程序实现
该液体控制系统的特点如下:
1,0,01717 在大气压下重新注入,喷涂时只需要CDA电源;
2,0m1778 引入液体回收功能,最大限度节省液体;
3, 回收阀和控制阀尽可能缩短喷嘴之间的距离,以达到液体实时控制的目的;
4, 每个电磁阀都需要使用功率小的高频阀,灵活快速的响应,缩短响应时间。
我们用欧姆龙plc的CP1H来实现上述plc控制系统,如图2,图3,图4所示顺序控制程序,如图5,图6所示输出信号。
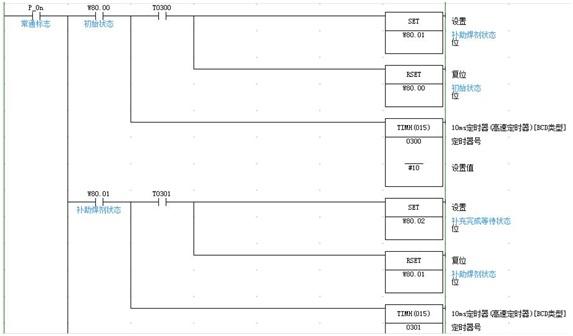
图2.液体控制系统程序实施1
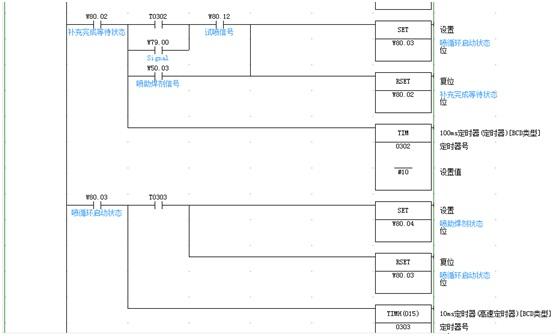
图3.液体控制系统程序实施2

图4.液体控制系统程序实施3
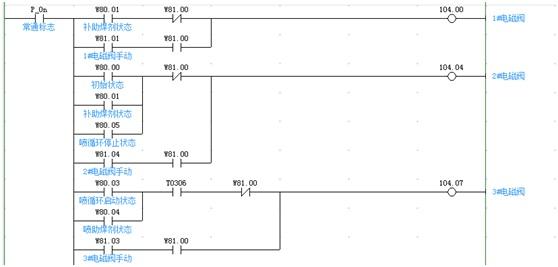
图5.液体控制系统程序输出1
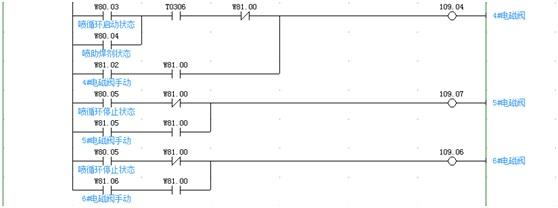
图6.液体控制系统程序输出2
4、应用情况
当然,在实际使用中,在调试阶段,必须考虑一些细节,例如管道直径的厚度,压缩空气压力的大小等,包括通过输入设备设置一些时间参数。触摸屏最后调试最佳效果,达到生产和使用的目的。
目前,该系统已广泛应用于自动喷涂设备,运行良好!如图下图所示。

图7.喷嘴部分的物理图谱

图8.液体补给部分的物理图谱
5、结束语
在欧姆龙计数器自动化设备的研发过程中,会有各种问题,plc控制系统的功能总结和应用,我们会用更少的资源做更多的事情。我们可能希望总结,发表和相互学习。
标题:欧姆龙计数器以及欧姆龙plc控制系统的功能在液体喷涂的实现 地址:http://www.ronggan.net/gongsi/3647.html











