
































s7-200西门子plc运动控制的流浆箱系统设计
一、概述
流浆箱是造纸机的重要系统设计部分。其主要功能是产生稳定的浆料流并确保纸张的均匀性。纸张形成的均匀性取决于西门子plc运动控制流浆箱中纤维的分散程度和流浆箱唇缘的均匀性。s7-200对于速度小于200米/分钟的造纸机,开放式流浆箱,即自压式流浆箱,用于控制浆料水平的总压力;在速度超过200米/分钟的造纸机上,通常使用气垫。流浆箱或(半)液压流浆箱具有总压力,浆料水平和纸浆网络速度的主要控制参数。控制总压力的目的是获得从流浆箱到网的均匀纸浆流量。并且流速,控制浆料水平的目的是获得合适的浆料流域以减少交叉流动和浓度变化,产生并保持受控的浪涌以限制纤维絮凝。
二、现场工艺要求及设备概述
1、总压头控制概述
通过改变P‘以稳定H,总压头控制流浆箱的喷射速度,其通过精整泵的旋转速度来调节。总压头的稳定性对纸张的纵向量化有很大影响,必须予以保证。压力控制回路工作在最佳状态。
1)总头部检测:压力变送器PT-101用于检测压头。物理安装如图
所示

2)总磁头设置:总磁头设置值Ps有两种设置方法。首先,它在上位机中直接设置(设定值),并通过通讯接口发送到西门子plc。其次,网络被放在上位机上。速度w和纸浆网速比αs,计算机根据公式Ps=K×计算总压力值; (αs× W)2,并通过通信接口将其发送到西门子plc。
3)总磁头控制:计算机根据总磁头设定值,测量值和总磁头与电平之间的耦合关系给出控制信号(4~20mA DC)。浆纱泵的速度由浆纱泵变频器控制。如果总压头的实际值低于给定值,则增加定径泵的转速,反之亦然,减小定径泵的转速直到总压头达到设定值。 。定径泵也可以手动控制,也就是说,逆变器的输出将被置于人机界面的“手动”位置,以直接控制定径泵的速度。
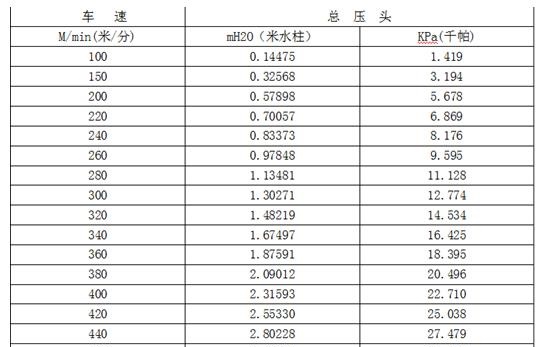
4)浆料速度/纸幅速度控制:纸张在纵向和横向上的成分是否一致,制浆速度与流浆箱唇缘中纸浆净速度的关系非常接近,并且流浆箱的总压力决定了纸浆。喷射速度为α=J/W=60√2gP/V,其中P是总压头,W是网速,α是纸浆速度网络速度比。在实际使用中,由于唇口开度,流浆箱的形状不同,α的设定值α也不同。因此,有必要根据实际情况确定。在不控制纸浆速度比的设备上,通常通过手动计算来计算比较表。操作员根据不同的速度手动调整总压头设置。在该系统中,总压力可以自动跟随车速变化(配备网络速度输入模块),通过键盘输入,αs值可以很容易地改变,以满足过程的要求;同时,给出了不同纸浆速度比的条件。总压力 - 网络速度比较表供操作员查询。
总压力参数表如下
2、泥浆位置控制
在双均化辊气垫式流浆箱中,浆液液位控制回路是总压力控制回路中的中间连杆。在总压力调节过程中,浆料水平将连续波动,这取决于浆料水平调节。不断调节电路以将液位稳定在一定高度。
1)浆料水平检测:浆料位置由差压水平变送器LT-102检测,凸缘部分安装在流浆箱底部的外部。

2)浆料设定:根据要求在触摸屏设置在0.3-0.5米之间
3)浆料液位控制:根据浆料位置的设定值,浆料与总压头之间的测量值和耦合关系,经过相应的控制处理后,给出控制信号(4~20mA DC),频率由风扇转换。控制罗茨鼓风机的气流量。如果浆料水平低,则空气体积减小。相反,如果浆料水平高,则增加空气体积直到液位达到设定值。风扇速度可以采用变频,也可以手动操作,并且手动确定速度。在调试期间可以使用此功能。
4)正常运行:理想的泥浆水平调整,泥浆水平的波动应在允许的范围内,以确保泥浆表面的浆液和气泡完全溢出溢流槽,以及浆液水平调节对浆液水平的影响。总压头。对于最小的。
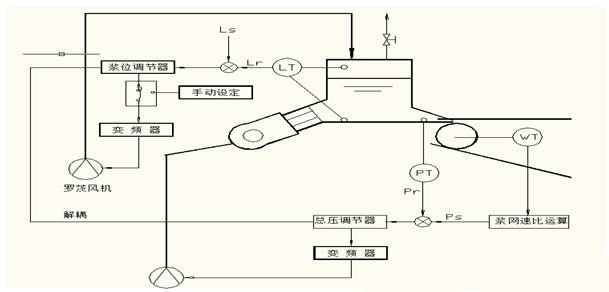
3、控制图
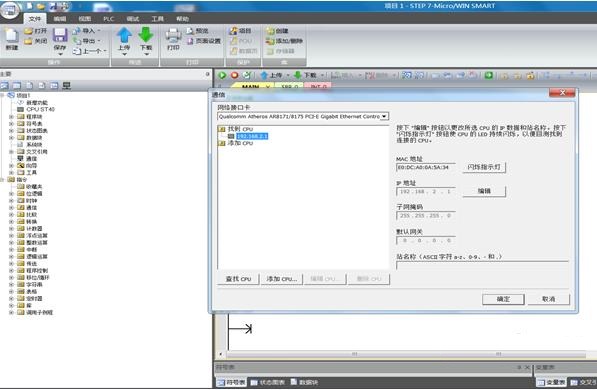
三、电气硬件设计
根据技术协议,西门子200SMART系列PLC用于控制一台罗茨鼓风机,一台渣浆泵和两台均质辊,共四台电机。 (风扇和两个均质辊由ENC600控制。渣浆泵的使用者必须提供操作反馈以满足用户的要求。同时,必须控制流浆箱中的液位变送器和压力变送器。此外,还保留了冗余以方便操作。图纸如下
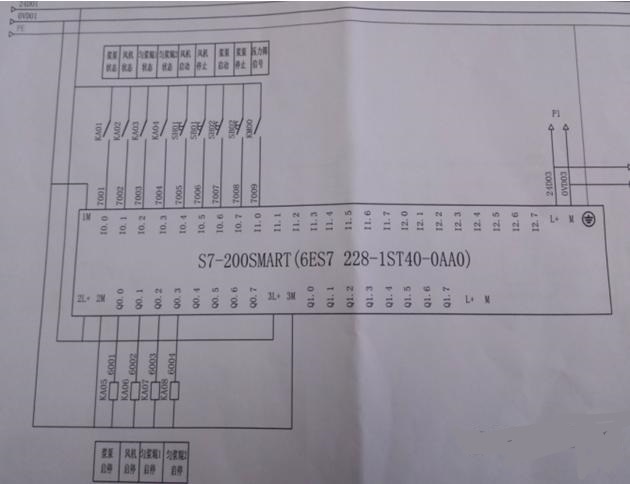
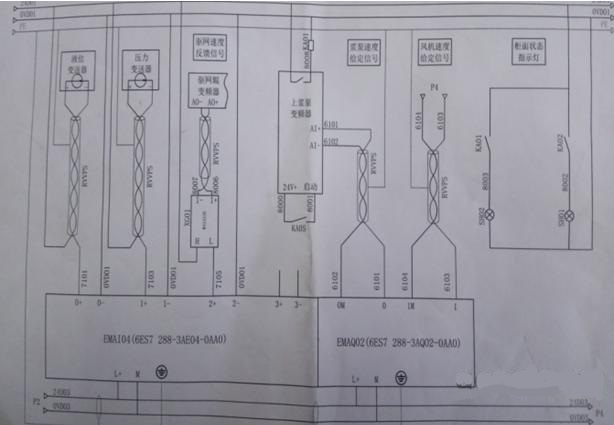
机柜内的物理地图


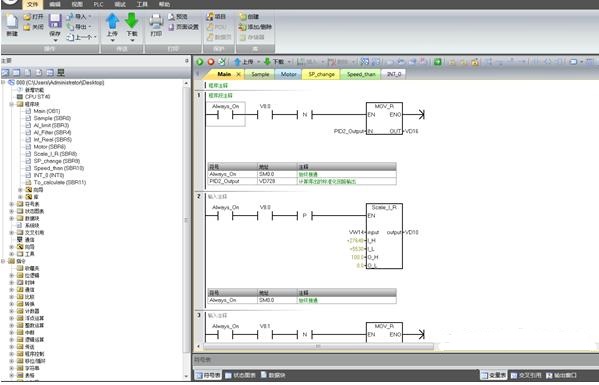
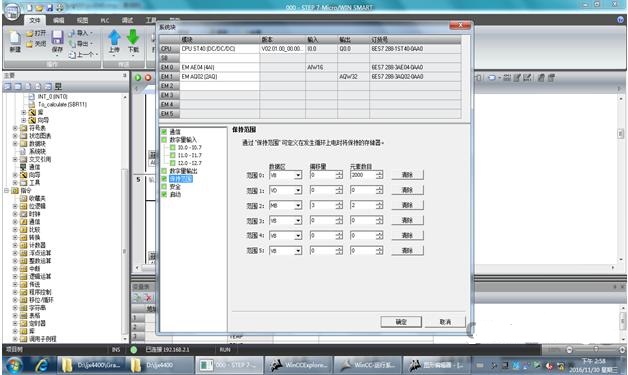
四、PLC程序设计
程序中的存储器V具有掉电保存功能,设置以下参数
五、上位机程序设计
根据实际要求,设计操作方便的按钮,流程图,趋势图等,如下图所示

六、现场调试
该设备中有三相电源线和信号线。系统稳定性必须单独分开,以满足控制要求。
先检测线路接线正确性,plc系统设计通电后,测试通讯正常;调试通道的正确性,监测上传信号的正确性,点动启动电机观察其转向电机转向,反馈正常;在设备启动前,设置合适的液位,根据速度设定总压,先点击在手动模式下,观察压力水平是否正常,等待压力,液位达到设定值,开关到自动模式并观察是否有任何异常。
七、总结
本文介绍了西门子plc运动控制的流浆箱控制系统,介绍了控制系统设计,PLC程序设计,PC编程等,希望能够帮助使用SMART PLC的同行。文本中的一些内容源自互联网。如果有什么不妥,请海涵。如果上述方面存在任何不足之处,请向同行提出更多批评和指导。
标题:s7-200西门子plc运动控制的流浆箱系统设计 地址:http://www.ronggan.net/gongsi/3615.html

")









