
































西门子s7-200 smart plc在砖机上控制系统的应用
根据简全自动西门子s7-200 smart plc砖厂砖机的工艺流程和plc控制系统的要求,根据现场实际控制的工艺要求,分析了硬件配置和软件控制流程,设计了基于S7-200智能控制系统。实际运行试验表明,该控制系统运行稳定,生产效率高,满足控制技术要求。
1、项目简介
在造砖工艺的过程控制中,对于不同于传统的窑砖制造工艺。它是由振动和压力形成的,不需要点火。主要以粉煤灰、河砂、海砂、山砂、矿渣粉、矿渣、石粉、煤渣、煤渣、尾渣、化学渣等为主要原料,加入一定比例的水泥或白色用于砖压成型灰和其他胶结材料。根据不同的模具,可将形状压成标准砖、多孔砖、盲砖、空心砖、特殊要求的砖、砖;根据后期的固化工艺,可分为自然固化的非烧砖和蒸汽蒸砖(蒸砖等)。是符合国家产业政策和环保要求的环保墙体材料加工设备。全国新墙和新墙材料改革。
设备如图所示。

设备技术参数
1、总功率31kw;
2、形成周期:15-18秒;
3、生产:125000-178000件/9小时;
4、工作压力:约0.7MPa;
5、地震功率:100kn;
6、重量:约10.6T;
7、主机尺寸:6100次;3500次;2950毫米。
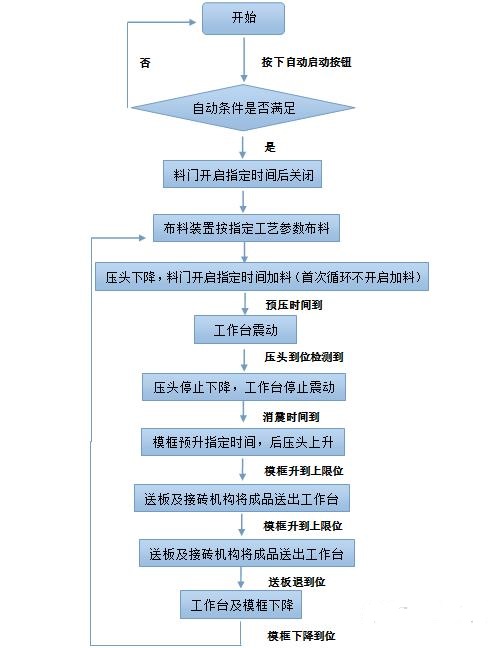
2、工艺流程介绍
它是由压头和振动台的压力振动形成的。最后,通过进料板和砖连接机构将胶片送出。
具体流程如下:
说明:
如果在自动过程中按下紧急停止按钮,它将立即停止并退出自动状态;按停止按钮结束当前循环并退出自动状态;如果加载机制没有检测到电路板,它将等待直到检测到电路板。然后继续自动循环。
启动自动条件:模座下降到位,压头上升到位,送料板缩回到位,使跳板回到该位置,加载机构检测板。
3、方案确定
随着一些公司的发展,他们的许多产品已销往海外。为了进一步扩大市场,设备所需的电气部件都是知名品牌。在工业、能源、医疗保健和城市基础设施方面,全球领先。
该设备最初使用显示文本并更改为触摸屏SMART 700IE,这不仅使操作更加方便直观,而且还实现了原始文本无法实现的功能,使设备整体,设计更多智能和用户友好。同时,西门子s7-200 smart plc MicroSD卡的使用也解决了设备程序的备份。
考虑到各种原因,西门子S7-200智能PLC ST60+SMART 700IE的控制系统已被西门子plc S7-200智能PLC ST60+SMART 700IE的控制系统所取代。
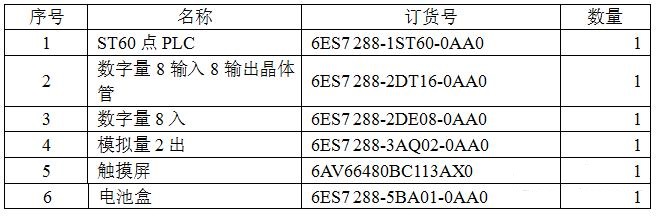
4、产品硬件配置

5、软件开发
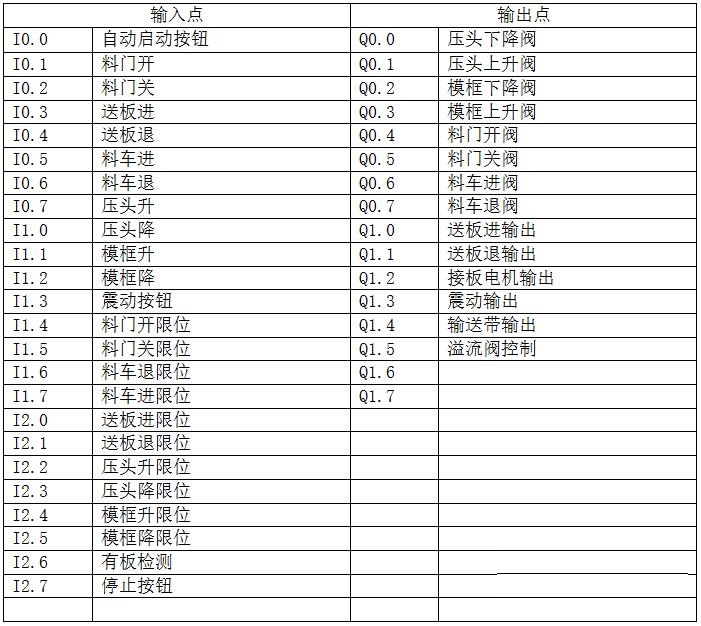
信号分布表如下表所示:
西门子plc部分程序如下图所示:
程序设计采用结构化编程,包括初始化、手动部分、自动部分、流量压力控制、数据处理、输出等。初始化部分完成部分参数的上电复位;手动和自动部分完成砖机在自动状态下的手动和逻辑控制;流量控制部分完成液压站控制;故障报警部分采集砖机报警信息;输出部分直接控制PLC的输出。

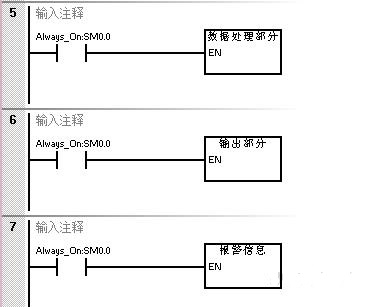
说明:使用结构化编程,主要程序是主程序
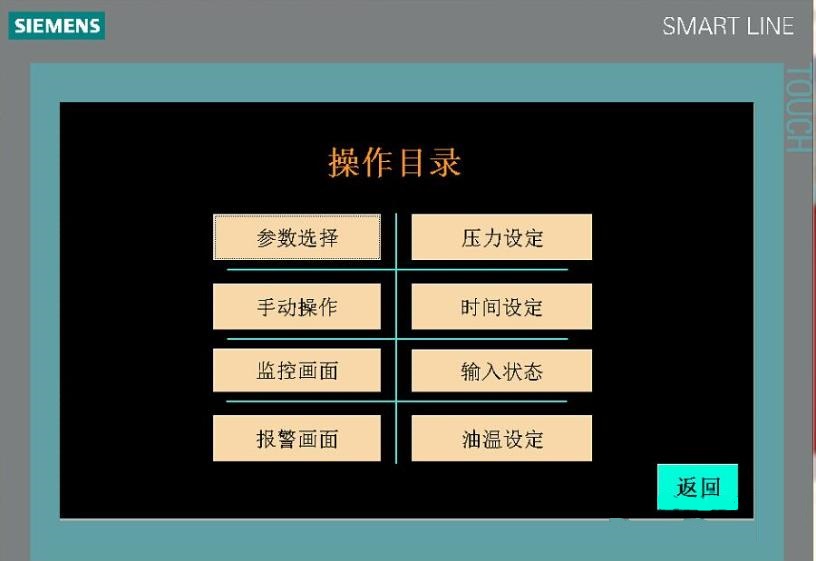
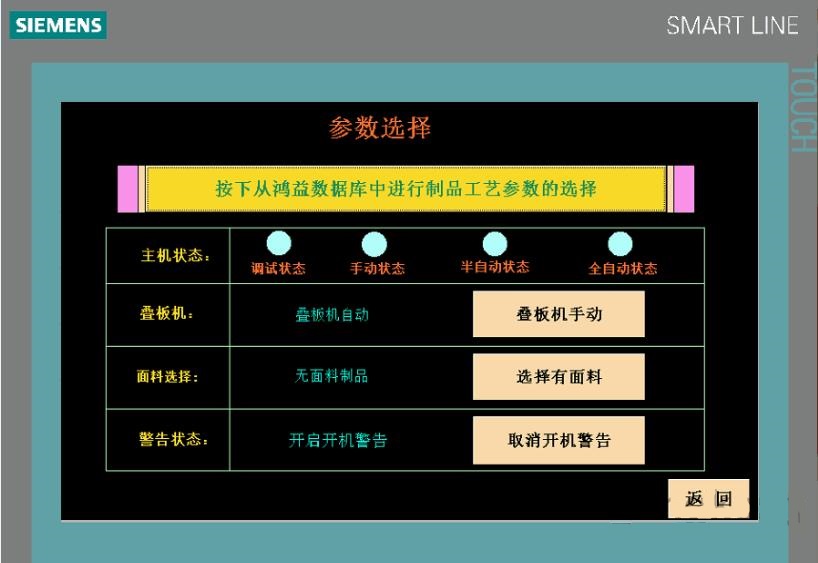
以下是触摸屏界面的一部分:
人机界面界面分为主界面、参数设置、状态监控、报警界面等。通过启动画面,可以通过参数设置界面设置设备的一些重要参数;报警画面显示设备的报警信息。有些屏幕如下:


6、应用体会
西门子s7-200 smart plc智能编程软件步骤7-micwin smart比以前更加美观和方便用户使用,这有利于提高程序员的工作效率;以太网接口使用这个用户只下载普通的以太网电缆而不购买专用的下载线路。下载速度快速稳定。同时,plc使用普通的micsd卡代替专用的micsd卡,相对降低了用户门槛,更有利于产品推广,智能700ie触摸屏经济,即成本可控。这个品牌为大多数顾客所接受。当然,也有一些缺点,如智能200plc车身控制高达三轴,没有相应的定位模块,许多客户的产品超过三轴;虽然这个plc有4个高速计数器,因为一些高速计数器共享输入点,当两阶段计数影响其他计数器的使用时,似乎通道太小;智能700ie触摸屏启动时间长,灵敏度低,客户反应多;simatic wincc 2008年柔性编程软件太大,无法收集和安装软件。如果大家有西门子s7-200 smart plc这方面需求,欢迎来电容感电气。
标题:西门子s7-200 smart plc在砖机上控制系统的应用 地址:http://www.ronggan.net/hangye/3620.html











