
































西门子s7-200smart系列在吹膜机方面的解决方案
对于过程控制复杂、控制参数较多的工业控制系统来说,这一点尤为重要。西门子s7-200smart系列在吹膜机方面的解决方案的出现,为在西门子plc自动控制系统设计建设中实现上述功能提供了一种简单可行的途径。
一、 吹膜机主要工艺及技术要求
1.吹膜机介绍
吹膜机加热并熔化塑料颗粒并将它们吹成薄膜。在塑料薄膜,管材,电缆等的生产过程中,由于塑料颗粒等原材料的实际堆积密度瞬间变化,流量不均匀,昼夜温差,电网电压波动,过滤器堵塞等,成品的厚度不均匀,以解决这些问题。我们公司开发了一种全自动米克重量控制器。通过电子秤收集进料的流速,并根据流速的变化控制进料速度以控制薄膜。重量的重量。 吹膜机主要用于吹塑塑料薄膜,如低密度聚乙烯(LDPE),高密度聚乙烯(HDPE)和线性低密度(LLDPE)。它广泛用于水果,食品,服装,纺织品,菌株和日用品。等国内外工业和工业产品的包装。
2.主要流程
吹膜机的主要工艺:将干燥的聚乙烯颗粒加入下部料斗中,颗粒本身的重量从料斗进入螺杆。当颗粒与螺纹的螺旋斜面接触时,旋转斜面面向塑料和倾斜平面。垂直推力将塑料颗粒向前推。在移位过程中,由于塑料和螺杆之间的摩擦,塑料和枪管以及颗粒之间的碰撞,由于枪管的外部加热,它逐渐熔化。通过机头过滤熔融塑料以从模具中除去杂质,由空气环冷却,通过人字形板,牵引辊充气,并缠绕以将成品薄膜卷绕成圆筒。
3.技术要求
1、电源:AC220V+ 10%;
2、工作温度:-5°C -50°C;
3、环境湿度:≤90%相对湿度(无冷凝水);
4、称重传感器激励电压:10VDC+ 5%,最大供电电流为100mA ;
5、模拟输出类型4~20MA;
二、 实施方案
1.系统解决方案配置
吹膜控制器程序的配置:西门子s7-200smart系列plc,7英寸触摸屏。
2.应用程序的主要功能
1、采用高速,高精度的称重信号处理功能;
2、使用4-20mA信号控制电机或进给电机的变频器。
3、全自动plc控制系统,减少人工干预,降低劳动强度。
4、具有报警功能,可以随时提醒工作人员及时处理故障,降低废品率,提高生产效率。
5、实时显示当前的长度。
6、实时显示当前生产和总产量,便于管理。
7、通过过滤器堵塞警报,可以提示工人及时更换过滤器。
8、所有接口均采用光纤,抗干扰能力强。
9、通讯接口有RS485和以太网,便于网络通讯。
10、实时显示厚度。
11、监控设备运行的实时数据。

2.参数设置:设置系统运行参数。

3.实施流程
半自动吹膜机实现过程:
1.输入设定袋重,袋长,袋宽,袋厚。
2.单击显示屏上的手自动切换按钮,将系统运行状态切换手动的状态。
3.将牵引电机变频器的频率调整到合适的薄膜。在参数设定画面的“进给变频器”框中输入生产过程所需的进给频率的经验频率,启动进给电机和牵引电机,开始薄膜提取。
4.取下胶片后,等待监测屏幕的“实际袋重”和“实际袋厚”显示值稳定。然后单击显示屏上的手自动按钮,将系统运行状态切换为自动状态。 这部电影稳定了大约十分钟。
5.采样袋称重所产生的薄膜的重量并测量薄膜的厚度或称重薄膜的重量。
6.如果采样参数或测量的仪表重量符合生产规格,则可以跳过此步骤。否则,请单击参数设置中的重量校正值。当实际袋子大于设定袋子重量时,可以适当地增加校正值。否则,减少。校正值,通常在一次或两次校正后,实际生产袋重量满足生产要求(通常只有在控制器第一次启动时才需要调整重量校正值)。
7.正常生产过程中,观察监控画面实时监控参数数据,自动生产过程中发出的报警信号。
三、 项目总结
1.该计划的优点
目前的吹膜机解决方案是:
1、手动速度控制方案手动调速是指设定变频器的固定速度进行控制,无反馈调节,外部干扰会影响Mo的厚度;具有反馈调节的吹膜机控制器方案,实时调节逆变器的速度以控制膜的厚度可以通过在外部干扰的情况下调节膜的厚度来控制。
2、当需要更换膜的规格时,手动调速方案需要手动改变变频器的速度。鼓风机控制器方案只需要修改膜的参数规格,系统自动调节控制膜的厚度; (2)MCU Mick重量方案 1吹膜机控制器方案在修改使用功能方面比单片机方案更方便,需要增加附加功能,吹膜控制器控制器方案更灵活。
2.注意事项
(1)不要安装在阳光直射下,避免温度突然变化和强烈的机械振动;
(2)使用双绞屏蔽线称重信号线,并与可能引起电气干扰的其他电线分开;
(3)手动调节牵引速度不要太快,系统内部有一个计算周期来调整薄膜的厚度;
(4)定期检查每个运行电机的温升和机械传动;
(5)称重料斗不应接触机器侧面;
(6)称重料斗应水平调整。
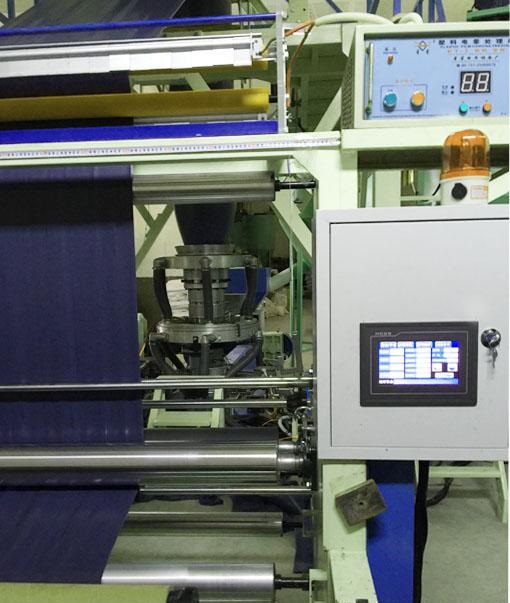
四、现场图片

标题:西门子s7-200smart系列在吹膜机方面的解决方案 地址:http://www.ronggan.net/gongsi/3596.html











